Конструкция WELD 160

Перечень элементов сварочного аппарата и опасных зон:
- Рычаг для передвижения суппортов
- Рукоятка блокировки давления
- Зажим трубы левый
- Зажим трубы правый
- Нагревательный элемент
- Торцеватель
- Рама сварочного аппарата
- Каркас
Стыковой сварочный аппарат WELD 160 предназначен исключительно для соединения труб из термопластика. В частности, область применения сварочной машины распространяется на полиэтиленовые и полипропиленовые трубы диаметром от 40 до 160 мм.
Данный аппарат производится концерном “GEORG FISCHER OMICRON” Италия. Особенностью данного оборудования является его малый вес, мобильность, экономичность. В то же время сварочный аппарат оснащен всем необходимым для выполнения качественной сварки полиэтиленовой трубы.
| Артикул | Наименование | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| WELD160 | Сварочный аппарат WELD 160 | 40 | 183 750,00 |
*Существует гибкая система скидок
Описание WELD 160:
- сварочный аппарат с ручным механическим приводом для сварки
труб d 40-160 мм; - максимальное рабочее давление сваренных ПНД труб: 40-110 мм – 10 атмосфер (PN10); 125 мм – 6 атмосфер (PN6); 160 мм – 4 атмосферы (PN4);
- вес сварочного аппарата с рамой 63 кг;
- стальная трубчатая рама для транспортировки также используется
как рабочий стол; - сварочное зеркало с термостатическим регулированием температуры
нагрева (220В/50Гц/800Вт); - электрический торцеватель со сменными ножами (220В/50Гц/750Вт).
Особенности:
- Точное регулирование давления посредством прямой передачи
усилия вручную; - Оптимизированная геометрия расположения ножей для равномерного
торцевания.
В комплектность сварочного аппарата WELD 160 входит:
- корпус (станина) с двумя зажимами размером 160 мм с возможностью сварки труб под углом 45 градусов;
- механический торцеватель, имеющий два ножа;
- нагревательный элемент с механическим термостатом и возможностью регулировки температуры от 0 до 300оС, покрытый специальным антипригарным слоем, исключающим налипания расплавленного пластика во время проведения сварочных работ;
- набор вкладышей для зажима труб диаметром 40, 50, 63, 75, 90, 110, 125, 140мм.
Инструкция по использованию:
При проведении сварочных работ нужно помнить, что свариваемые трубы и фитинги должны быть выполнены из одинакового материала с одинаковыми показателями диаметра и SDR.
- Установите аппарат в горизонтальном положении, следите за тем, чтобы зажимы были зафиксированы на специальных пазах, используйте для этого специальный шестигранный ключ, поставляемый в комплекте с аппаратом. Помните, что при неблагоприятных погодных условиях, зону сварки нужно надежно защитить от попадания осадков, дождя, снега.
- Затем подключите к аппарату торцеватель и нагревательный элемент;
- Нужно дождаться, когда нагревательный элемент нагреется до нужной температуры. Специальная шкала, указывающая температуру, находится на внешней стороне рукоятки нагревательного элемента;
- Установите в зажимы сварочного аппарата вкладыши необходимого диаметра для четкой фиксации трубы;
- Зафиксируйте трубы или фитинги так, чтобы они выступали вперед от зажимов на 1-1,5 см. Небольшие случайные деформации трубы компенсируются с помощью гайки с насечкой.
- Включите электрическую фрезу и слегка подавайте концы труб к дискам торцевателя. По завершении операции поднимите торцеватель и попробуйте соединить обработанные концы труб, проверив их на совмещение.
- Вставьте нагревательный элемент, следите за индикатором, пока нагреватель разогревается, специальный зеленый индикатор горит, когда нагреватель нагрет до нужной температуры, то индикатор гаснет.
- Приблизьте трубы к нагретому нагревателю, установив с помощью рычага среднее давление. После формировании кромки 1,5-2 мм разведите расплавленные трубы от нагревательного элемента и отодвиньте его. Быстро соедините трубы под давлением, указанным на таблице, которое устанавливается рычагом передвижения суппортов. В этот момент зафиксируйте достигнутое давление с помощью специальной рукоятки (поворачивая ее по часовой стрелке) и оставьте охлаждаться до температуры 40-50°С.
- По окончании охлаждения поверните рукоятку против часовой стрелки для полного снятия давления. Разомкните зажимы и извлеките сваренную трубу. В случае следования вышесказанным операциям, сварка будет успешно завершена.
Пример:
Труба, материал – ПЭ100;
Внешний диаметр трубы или фитинги – 160 мм;
Номинальное давление – PN 4;
Толщина стенки трубы или фитинга – 6,2мм;
Температура нагревательного элемента – 210°С;
Давление на табло – 45 кг;
Давление сварки – 45 кг.
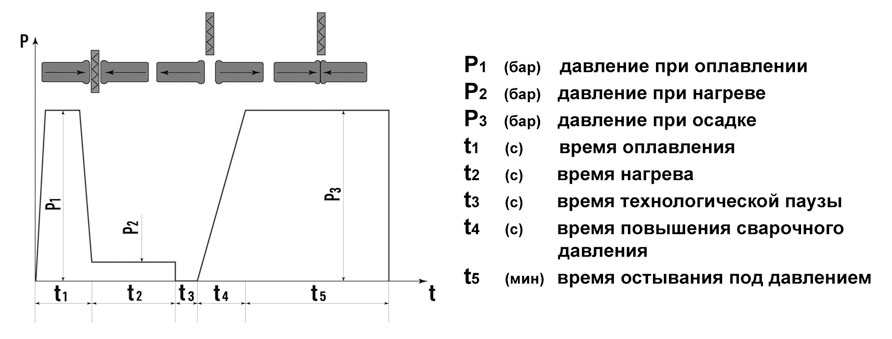
Фаза 1-2: формирование шва 1,5 мм.
под давлением 45 кг.
Фаза 3: отвод нагревательного элемента
Фаза 4: постепенный подъем давления
до отметки 45 кг.
Фаза 5: охлаждение до температуры 40°С
под постоянным давлением 45 кг.
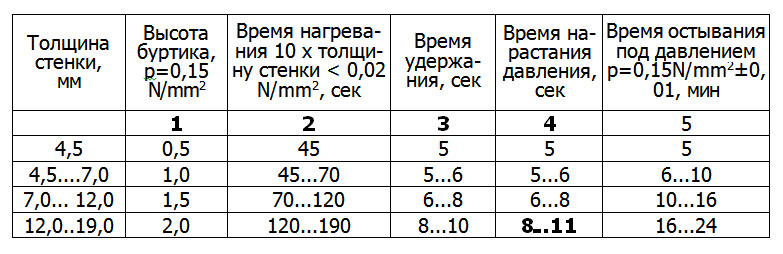
Сварочные параметры согласно стандарта DVS 2207/1
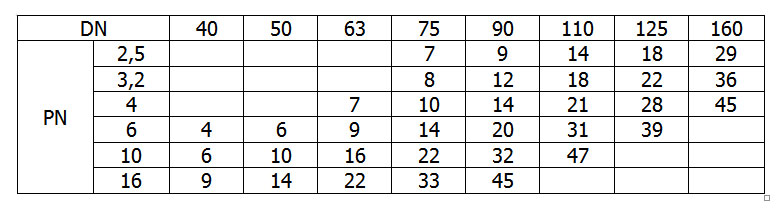
Сварочное давление
Основные дефекты сварки труб и фитингов и способы их исправления:
1. Высота и ширина сварочного грата менее нормы.
Причина и способ устранения:
- Температура нагревательного элемента ниже нормы – необходимо повысить температуру нагревательного элемента.
- Давление при прогреве и осадке ниже нормы – Увеличить усилие прижатия труб к нагревательному элементу при оплавлении, прогреве или осадке.
- Время оплавления или прогрева ниже нормы – Увеличить время выдержки торцов труб на нагревательном элементе при прогреве.
2. Неравномерные формы и размеры сварочного грата.
- Неровные торцовые поверхности труб – Добиться перпендикулярности торца к оси трубы.
- Плохая центровка труб (перекос труб при сварке, смещение торцов свариваемых труб) – Повысить точность сборки при сварке вручную, отрегулировать точность центровки труб и деталей в приспособлении, применяемом для сборки и сварки.
- Изменение температуры труб по их периметру, вследствие солнечного нагрева – Выполнить сварку под навесом.
- Нестабильность температуры по периметру нагревательного элемента – Заменить или отремонтировать нагревательный элемент.
- Сварка труб различного типа без снятия внутренней фаски на более толстостенной трубе – Выполнить внутреннюю фаску на более толстостенной трубе.
3. Несимметричный сварочный грат.
- Большое различие в вязкости расплава материала свариваемых труб – Проверить характеристики свариваемых труб.
- Неравномерная температура с двух сторон нагревательного элемента – Заменить или отремонтировать нагревательный элемент.
- Неравномерное давление при оплавлении и прогреве с двух сторон нагревательного элемента из-за повышенного трения при его продольном перемещении – Уменьшить трение в механизме перемещения инструмента.
4. Высота и ширина сварочного грата более нормы.
- Чрезмерное давление при прогреве или осадке – Уменьшить усилие прижатия труб к нагревательному элементу при прогреве или осадке.
- Температура нагревательного элемента выше нормы – Уменьшить температуру нагревательного элемента.
- Время оплавления или прогрева выше нормы – Уменьшить время оплавления или прогрева.
5. Чрезмерное смещение кромок сваренных труб по наружной или внутренней поверхностям.
- Плохая центровка труб – Улучшить центровку труб в сварочном оборудовании.
- Большая овальность концов труб – Заменить свариваемые трубы или произвести калибровку их концов.
- Сварка труб различного типа (с различной толщиной стенки) – Выполнить внутреннюю фаску на более толстостенной трубе.
5. “Рваный” сварочный грат. Налипание расплава полимера на нагревательный элемент в следствии:
- неудовлетворительной очистки после предыдущей сварки – Улучшить очистку рабочих поверхностей нагревательного элемента после сварки,
- отсутствия или повреждения антиадгезионного покрытия нагревательного элемента – Заменить антиадгезионное покрытие нагревательного элемента.
- попадания в сварной шов полиэтиленовой стружки – Улучшить очистку торцов труб после торцовки.
6. Инородные включения в сварном шве.
- Загрязнение концов труб – Улучшить очистку торцов труб, выполнить торцовку непосредственно перед сваркой.
- Загрязнение рабочих поверхностей нагревательного элемента – Улучшить очистку рабочих поверхностей нагревательного элемента.
7. Несплавление.
- Чрезмерное охлаждение оплавленных поверхностей во время технологической паузы – Уменьшить время между снятием заготовок с инструмента и их сопряжением. Защитить место сварки от сквозняков. Сваривать в более теплом помещении.
- Низкая температура нагревательного элемента – Увеличить температуру нагревательного элемента.
- Время оплавления или прогрева ниже нормы – Увеличить время прогрева торцов труб на нагревательном элементе.
- Некачественная подготовка торцов труб – Повысить качество торцовки труб.
8. Раковины, пузыри воздуха в сварном шве.
- Температура прогрева выше нормы – Уменьшить температуру нагревательного элемента.
- Недостаточное давление осадки – Увеличить усилие прижатия труб при осадке.
- Попадание на оплавленные торцы заготовок или на нагревательный элемент капель дождя или снега – Защитить участок сварки от атмосферных осадков.
- Загрязненная поверхность нагревательного элемента или торцов труб – Более тщательно зачистить рабочие поверхности нагревательного элемента и торцы труб.
- Нарушение условий хранения труб – Увеличить до 2мм. глубину слоя, снимаемого при торцовке.
- Искусственное охлаждение сварного шва, приводящее к образованию усадочных раковин – Сварной шов охлаждать только естественным путем.
9. Технологические трещины.
- Недостаточное время охлаждения под давлением осадки – Увеличить время охлаждения сварного шва.
- Температура прогрева ниже нормы – Увеличить температуру нагревательного элемента.
- Чрезмерное охлаждение оплавленных поверхностей во время технологической паузы – Максимально уменьшить время технологической паузы.
- Чрезмерно высокая температура нагревательного элемента, вызывающая деструкцию материала труб – Снизить температуру рабочих поверхностей нагревательного элемента до оптимальных значений.

