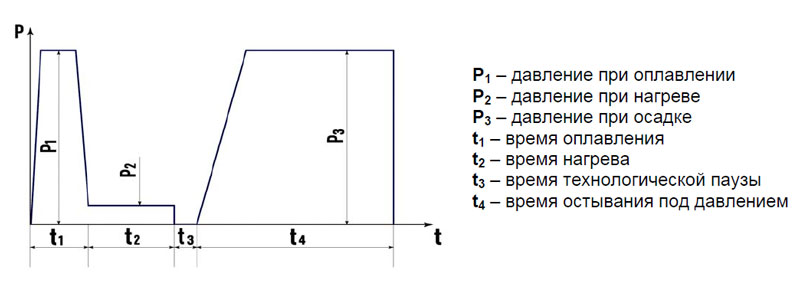
Принцип сварки ПНД труб заключается в следующем: свариваемые поверхности
прижимаются к нагревательному элементу (при определенном давлении в течение определенного времени). После окончания процесса оплавления и нагрева труб нагреватель извлекается, и свариваемые детали соединяются (под давлением в течение определенного времени).
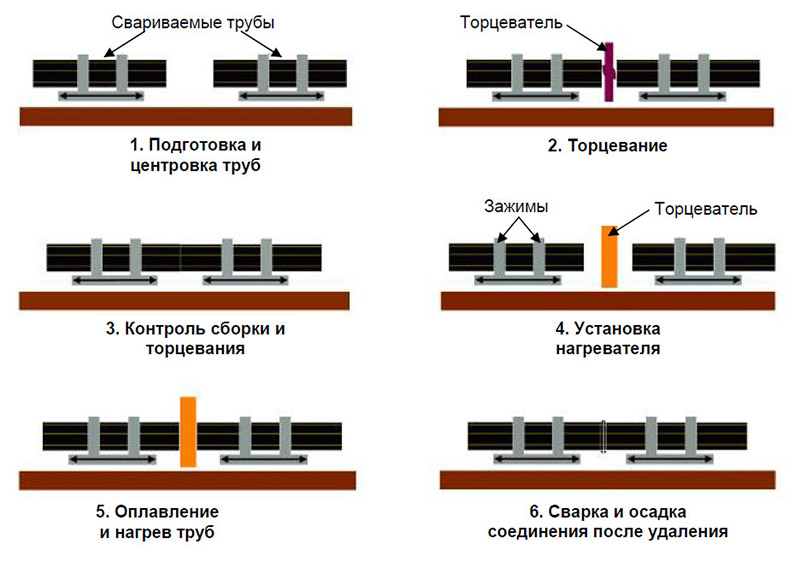
Весь технологический процесс можно разделить на следующие этапы:
- Подготовка, установка и центровка труб. Обрезка, очистка труб, закрепление их в позиционере-центраторе, центровка труб для обеспечения их соосности.
- Торцевание. Механическая обработка торцов труб при помощи электрическогорубанка. Производится до тех пор, пока длина стружки, снимаемой с торцовтруб, не составит 2-3 диаметров трубы. Процесс происходит под давлением.
- Контроль сборки и торцевания. Проверка соосности (отклонение не более 10% от толщины стенки труб) и точности совпадения торцов труб по величине зазора (нормируется в зависимости от диаметра труб).
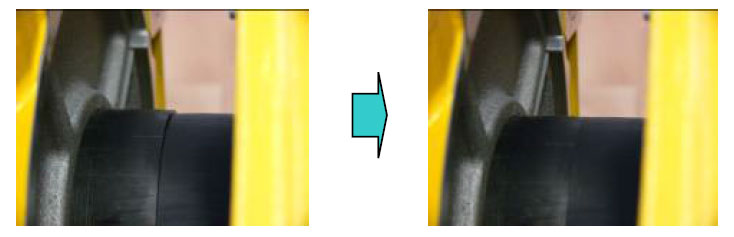
- Оплавление торцов труб. Происходит образование первичного грата (происходит под давлением).
- Нагрев труб. Тепло распространяется вглубь материала труб (происходит при достаточном давлении в системе).
- Удаление нагревателя. Происходит удаление зеркала из зоны сварки за время технологической паузы и соединение поверхностей сварки. Пауза должна быть как можно короче, во избежание снижения температуры и попадания загрязнений, влияющих на качество соединения.
- Сварка. Образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения.
- Охлаждение. Происходит осадка стыка и стык приобретает максимальную прочность. Данный этап позволяет избежать напряжений или ударов, способных нарушить прочность соединения.
Основные положения сварки
 Подготовка к сварке
Подготовка к сварке
 Подготовка к сварке
Подготовка к сварке1. Установить на станине необходимые полукольца в зависимости от диаметра труб
и закрепить их винтами, с помощью шестигранного ключа.
 2. Соединитe с помощью кабелей все узлы сварочного аппарата “Подготовка аппарата к работе“,
2. Соединитe с помощью кабелей все узлы сварочного аппарата “Подготовка аппарата к работе“,
3. Необходимо осуществить последовательно все этапы технологического процесса сварки (их описание см. ниже в данном разделе).
Установка температуры нагревательного элемента
Контроль температуры нагревательного элемента осуществляет реле-регулятор, установленное на электронном блоке подачи напряжения, который расположен на подставке-держателе нагревателя и торцевателя (рубанка).
 Реле-регулятор сравнивает реальную температуру нагревательного элемента с заданной (уставкой) и в соответствии с их разностью регулирует подачу напряжения на нагревательный элемент. В результате обеспечивается эффективный нагрев зеркала (нагревательного элемента) и удержание температуры в соответствии с заданной.
Реле-регулятор сравнивает реальную температуру нагревательного элемента с заданной (уставкой) и в соответствии с их разностью регулирует подачу напряжения на нагревательный элемент. В результате обеспечивается эффективный нагрев зеркала (нагревательного элемента) и удержание температуры в соответствии с заданной.
 Во время работы сварочного аппарата на реле отображается текущая температура нагревательного элемента.
Во время работы сварочного аппарата на реле отображается текущая температура нагревательного элемента.
Необходимо выбрать из нормативной таблицы (таблица норм DVS) значение температуры нагрева и ввести его в реле-регулятор.
Для ввода в реле заданной температуры необходимо:
1. Нажать кнопку “P” для перевода реле в режим задания температуры установки. При этом на экране реле высветится надпись “SP 1”.
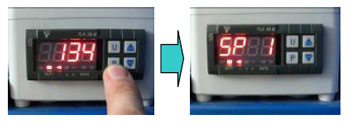 2. С помощью клавиш “вверх” и “вниз” установить необходимое значение температуры.
2. С помощью клавиш “вверх” и “вниз” установить необходимое значение температуры.
 3. Нажать клавишу “Р” для подтверждения введенной температуры и перевода реле в рабочий режим.
3. Нажать клавишу “Р” для подтверждения введенной температуры и перевода реле в рабочий режим.
 Установка и закрепление свариваемых труб в позиционере
Установка и закрепление свариваемых труб в позиционере
 Установка и закрепление свариваемых труб в позиционере
Установка и закрепление свариваемых труб в позиционереУстановить свариваемые трубы в позиционер-центратор, установить верхние полукольца, закрепить их винтами.
 Затягивая или ослабляя гайки на внутенних зажимах следует добиться максимальной соосности труб. Максимальное допустимое значение несоосности труб – 10% от толщины стенки.
Затягивая или ослабляя гайки на внутенних зажимах следует добиться максимальной соосности труб. Максимальное допустимое значение несоосности труб – 10% от толщины стенки.
Выступ труб от краев внутренних зажимов должен составлять не более 3 см.
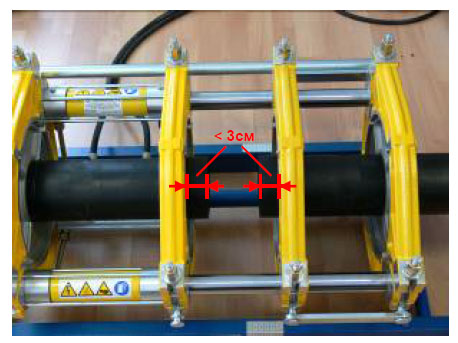 Величина зазора между верхними и нижними зажимами должна быть одинаковой во всех точках крепления
Величина зазора между верхними и нижними зажимами должна быть одинаковой во всех точках крепления
 Управление подвижными зажимами станины (сведение/разведение труб)
Управление подвижными зажимами станины (сведение/разведение труб)
 Управление подвижными зажимами станины (сведение/разведение труб)
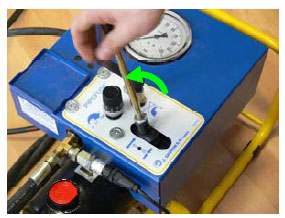
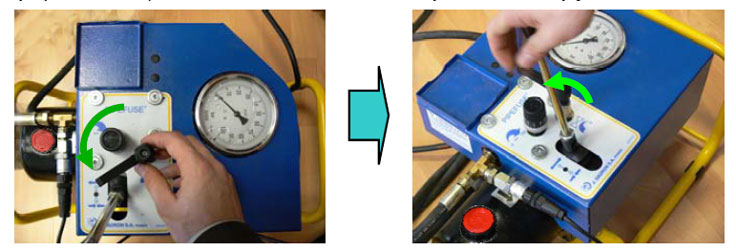
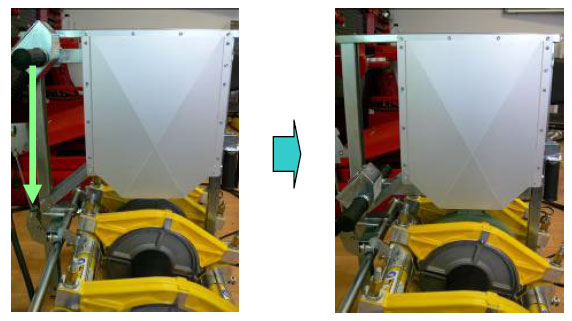
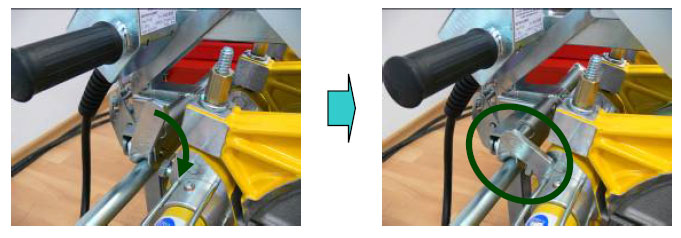
Управление подвижными зажимами станины (сведение/разведение труб)Для сведения труб, закрепленных на станине, необходимо рычаг сведения/разведения подвижных захватов перевести в нижнее положение, для разведения – в верхнее положение.
 Измерение давления перемещения
Измерение давления перемещения
 Измерение давления перемещения
Измерение давления перемещенияДля измерения величины давления, развиваемого гидравлической установкой, необходимого для преодоления веса, зажатого в ней отрезка трубы следует:
- развести трубы;
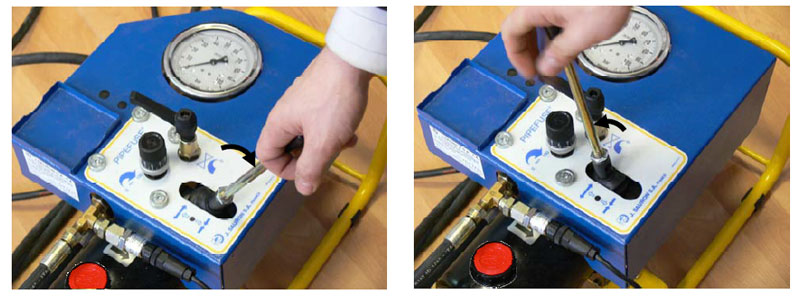
- убедиться, что бай-пасс закрыт (рукоятка находится в крайнем правом положении);

- установить нулевое давление в системе, вращая ручной регулятор давления против часовой стрелки;

- перевести рычаг в положение “сведение”. Подвижная часть станины при этом должна остаться на месте;
- постепенно добавлять давление в системе, медленно вращая регулятор давления по часовой стрелке, пока подвижные зажимы не начнут движение в направлении сведения;

- как только зажимы начнут движение, прекратить увеличение давления в системе. Считать величину полученного давления по манометру.



Установка давления торцевания
Считать величину давления перемещения по манометру или с экрана блока Барбара.
Чтобы получить рабочее давление торцевания необходимо сложить величину давления перемещения с величиной давления торцевания – около 10 бар.
PРАБ = PПЕРЕМЕЩ + PРАСЧ
После полного сведения труб выставить полученное рабочее давление торцевания, вращая регулятор давления по часовой стрелке. Контролировать величину давления в системе при этом следует по манометру.
При необходимости во время торцевания можно увеличить давление во время торцевания с помощью регулятора давления, уменьшать и добавлять давление с помощью бай-пасса.
Зачистка труб (торцевание)
Для торцевания необходимо:
- после установки давления торцевания развести трубы;

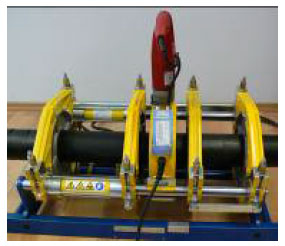
- установить рубанок на станину между свариваемыми трубами;

- включить торцеватель;

- при необходимости изменить скорость вращения торцевателя, колесом управления скоростью вращения;

- свести трубы;

- при необходимости управлять давлением торцевания с помощью рукоятки бай-пасса (против часовой стрелки – уменьшение давления, по часовой стрелке – увеличение давления);

- торцевание проводить до тех пор, пока длина снимаемой с торцов труб сплошной стружки не составит 2-3 окружности трубы (2-3 полных витка);

- по окончании торцевания необходимо вначале сбросить давление в системе рукояткой бай-пасса (чтобы на торцах труб не образовывались задиры от ножей торцевателя), и только после этого развести трубы;

- отключить торцеватель;
- снять торцеватель со станины, установить его на подставку;
- удалить стружку из области сварки.



Контрольное сведение, контроль сборки и торцевани
После торцевания необходимо произвести контроль качества сборки и торцевания, для чего необходимо свести трубы.
При недопустимой величине зазора между трубами необходимо провести повторное торцевание.
Затягивая или ослабевая гайки на внутренних зажимах следует добиться максимальной соосности труб
 Установка давления оплавления труб
Установка давления оплавления труб
 Установка давления оплавления труб
Установка давления оплавления трубВначале необходимо измерить давление перемещения.
Далее по нормативной таблице необходимо определить расчетное давление оплавления труб. Для получения рабочего давления оплавления необходимо сложить значения давления перемещения и табличного значения давления оплавления.
После полного сведения труб с помощью регулятора давления необходимо установить это давление в системе.
Установка нагревательного элемента
После установки давления оплавления необходимо развести трубы и установить между ними нагревательный элемент.
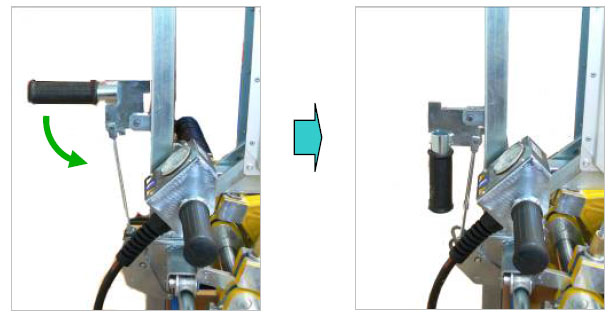
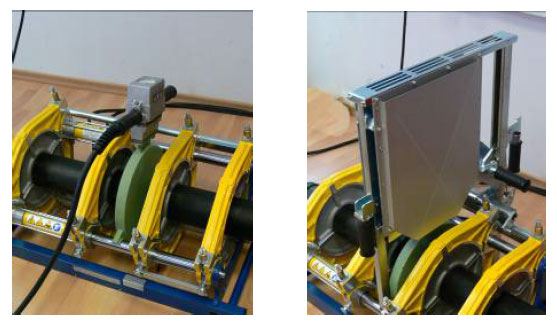 Если используется нагревательный элемент с устройством автоматического выброса, то после его установки на станину необходимо:
Если используется нагревательный элемент с устройством автоматического выброса, то после его установки на станину необходимо:
- зафиксировать нагревательный элемент на направляющей, опустив ручку фиксации вниз;

- опустить зеркало вниз в область сварки.

- убедиться, что устройство привода в действие выброса нагревателя активировано, то есть рычаг опущен вниз.

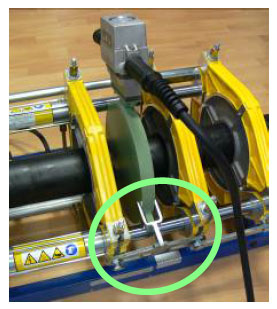
- при необходимости установить разъединяющую деталь для равномерного отсоединения труб от зеркала

Сведение. Оплавление труб (образование первичного грата)
На данном этапе происходит образование первичного грата
 После установки зеркала необходимо свести трубы. Бай-пасс при этом должен быть закрыт. Образование первичного грата (оплавления труб) происходит под рабочим давлением оплавления. Время оплавления определяется высотой образуемого первичного грата, значение которой определяется из нормативных таблиц.
После установки зеркала необходимо свести трубы. Бай-пасс при этом должен быть закрыт. Образование первичного грата (оплавления труб) происходит под рабочим давлением оплавления. Время оплавления определяется высотой образуемого первичного грата, значение которой определяется из нормативных таблиц.
Во время оплавления гидромотор должен постоянно работать, во избежание падения давления в системе.
Нагрев труб
По окончании времени оплавления необходимо:
- немедленно сбросить давление в системе, повернув рукоятку бай-пасса против часовой стрелки;
- отключить гидромотор, переведя рычаг сведения/разведения в нейтральное (среднее) положение;
- закрыть обратно бай-пасс, повернув рукоятку по часовой стрелке до упора.
 Нагрев труб происходит под остаточным давлением в системе в течение времени, указанном в нормативной таблице.
Нагрев труб происходит под остаточным давлением в системе в течение времени, указанном в нормативной таблице.
Удаление нагревательного элемента. Технологическая пауза
На данном этапе происходит выброс зеркала и соединение свариваемых поверхностей труб. Технологическая пауза должна быть как можно короче, чтобы избежать потери температуры и снизить риск попадания посторонних частиц, которые могут повлиять на качество сварного соединения (пыль, песок…). По окончании времени нагрева необходимо:
- развести трубы;
- немедленно снять нагревательный элемент (зеркало) со станины, если не используется устройство автоматического выброса.
Время технологической паузы не должно превышать времени, указанном в нормативной таблице.
Сведение. Сварка. Осадка соединения. Остывание соединения
После удаления зеркала необходимо сразу же свести трубы.
Непосредственно перед соприкосновением свариваемых поверхностей труб приостановить сведение, сбросив давление в системе бай-пассом, после чего плавно свести трубы, постепенно увеличивая давление бай-пассом до рабочего. Это предотвращает выплеск расплавленного полиэтилена в результате удара свариваемых поверхностей труб.
В первые минуты процесса остывания гидромотор должен быть включен, т.е. рычаг сведения/разведения должен находиться в положении «сведение», для обеспечения поддержания рабочего давления при осадке остывающего полиэтилена.
После того как ориентировочно осадка полиэтилена закончена можно выключить гидромотор, переведя рычаг сведения/разведения в нейтральное положение.
Остывание труб происходит под рабочим давлением остывания в течение времени, указанном в нормативной таблице.
При падении давления в системе необходимо на время перевести рычаг в положение “сведение”, пока давление не поднимется до величины выставленного рабочего давления остывания.
 Заключительные операции
Заключительные операции
 Заключительные операции
Заключительные операцииПо окончании времени остывания соединения необходимо:
- сбросить давление в системе бай-пассом;
- освободить свариваемое соединение из зажимов позиционера-центратора;
- отключить гидравлические шланги (см. п. 7 стр. 18), кабели электропитания и контроля;
- смотать все кабели и подготовить аппарат к транспортировке.


