Электромуфтовая сварка фитинга аппаратом “БАРБАРА-USB-Компакт”
Аппарат переходит в режим РАБОТА при простом его включении. Этот режим является основным. Здесь происходит ввод параметров конкретного сварочного цикла для одного соединения элементов трубопровода и собственно процесс сварки фитинга. Последовательность и набор операций зависит от выбранного сценария (режима) работы аппарата в режиме ПРОГРАММИРОВАНИЕ
 Ниже представлена схема экранных форм при работе аппарата в режиме 2.
Ниже представлена схема экранных форм при работе аппарата в режиме 2.
При работе с аппаратом для подтверждения введенных параметров и перехода к последующим этапам программирования нажимайте клавишу “VALID”, для отмены операции и возврата к предыдущим этапам – “STOP”.
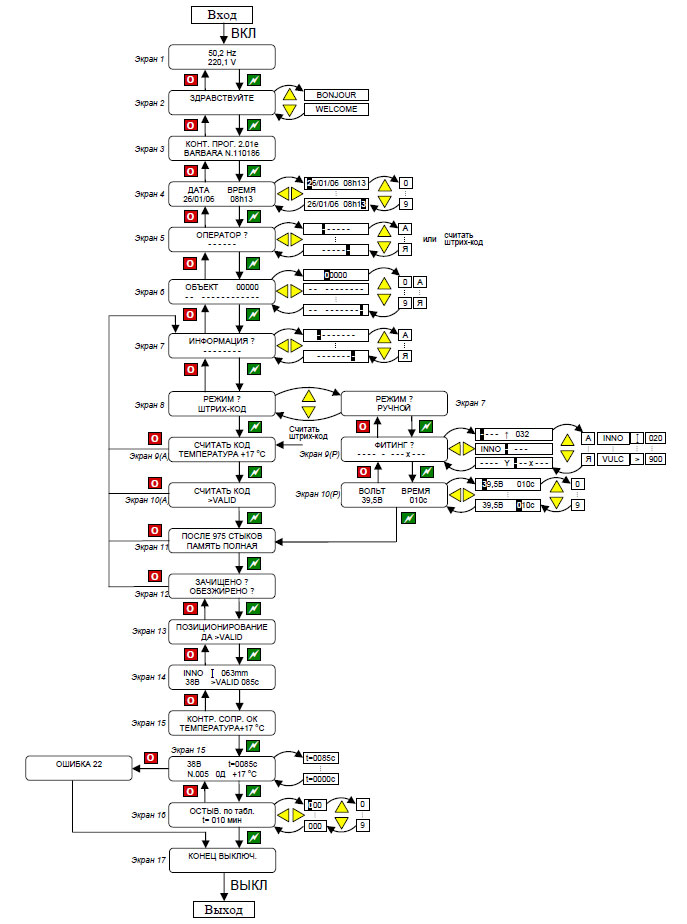
Экран 1. При включении аппарата на экране отображаются параметры напряжения источника питания – электросети или генератора.

Экран 2. Экран приветствия и выбора языка.
На данном этапе с помощью клавиш и необходимо выбрать язык, на котором в дальнейшем будет отображаться информация на дисплее. В аппарате предусмотрено три языка: русский, французский и английский
В зависимости от выбора сценария работы аппарата, экран приветствия и выбора языка может не появиться (режимы 4,5,6,7). Выбор языка возможен только в режимах 1, 2 и 3.

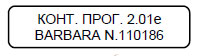
Экран 3. На данном этапе происходит контроль программного обеспечения аппарата и вывод на экран его версии. Также на экране отображается серийный номер аппарата.
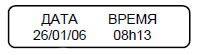
Экран 4. Отображение / установка даты и времени.
На данном этапе происходит отображение текущих даты и времени. Также с помощью клавиш “вверх”, “вниз”, “вправо” и “влево” можно установить (изменить) дату и время.
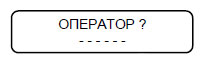
Экран 5. Ввод идентификационных данных оператора.
Здесь вводятся идентификационные данные оператора (код оператора, либо фамилия и т.п.), который проводит сварку. Для этого отводится шесть символов.
Данные могут вводиться со штрих-кода (например, с личной магнитной карты оператора) или вручную с помощью клавиш “вверх”, “вниз”, “влево” и “вправо”, в зависимости от установок в режиме ПРОГРАММИРОВАНИЕ. Правила использования штрих-кода или магнитной карты указаны ниже.
Для автоматического ввода данных об операторе в аппарате предусмотрен ввод данных с 30-разрядного штрих-кода, стандартизированного нормами ISO. Такой штрих-код содержит следующую информацию:
- имя оператора;
- страна;
- организация;
- дата;
- уровень;
- язык;
- контроль.
Экран 6. Ввод данных об объекте.
Здесь вводятся данные об объекте (номер и название), на котором проводятся сварочные работы. Под номер отводится пять цифр, под название – два слова из двух и двенадцати символов. Данные вводятся вручную.
Экран 7. Ввод дополнительной информации.
Здесь вводится любая дополнительная информация по свариваемому стыку (например, тип фитинга: муфта, переход, отвод и т.п.). Для этого отводится восемь символов. Данные вводятся вручную.
Экран 8. Выбор режима ввода параметров фитинга и сварочного цикла.
На данном этапе с помощью клавиш и выбирается режим ввода данных фитинга и сварочного цикла – автоматический со штрих-кода, или вручную.

Ввод данных со штрих-кода
Для ввода параметров фитинга и сварочного цикла используется стандартизированный нормами ISO 24- и 26-разрядный штрих-код. 24-разрядный штрих-код. Он содержит следующую информацию:
- производитель фитинга;
- тип фитинга;
- диаметр;
- используемое напряжение для сварки – знаки 13-14;
- сопротивление закладных нагревателей (спиралей) – знаки15-17;
- время (длительность) сварки – знаки 19-21;
- контроль.
Параметры сварочного цикла указаны в документе ISO TC 138 GT 9 N 153.

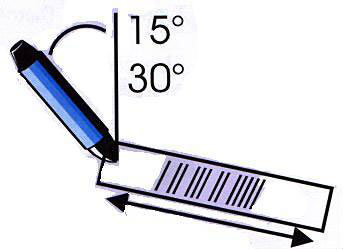
При считывании штрих-кода следует соблюдать следующие основные правила:
- поставить карандаш на белое поле (код можно считать справа налево, либо слева направо);
- угол наклона считывающего карандаша к плоскости штрих-кода от 15° до 30°;
- провести карандашом по всему штрих-коду, сильно не нажимать, как будто чертите слабую линию (примерно 0,5 секунды);
- в случае если с первого раза не удалось считать штрих-код, необходимо несколько раз повторить операцию.
Если в результате выполнения указанных действий считать код не удалось, необходимо ввести параметры фитинга и сварочного цикла вручную.
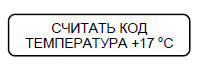
Экран 9(А). Считывание данных со штрих-кода и отображение температуры наружного воздуха.
На экране отображается температура наружного воздуха. Если она удовлетворяет нормам проведения сварочных работ, необходимо считать оптическим карандашом данные штрих-кода, руководствуясь вышеуказанными правилами использования штрих-кода. После удачного считывания штрих-кода на дисплее отображается экран 10(А) – подтверждение считанных данных.
Экран 10(А). Подтверждение считанных данных.
Для подтверждения считанных данных и перехода к следующему этапу задания параметров сварочного цикла необходимо нажать клавишу
Ручной ввод данных
Если нет возможности ввести параметры фитинга и сварочного цикла со штрих-кода, то необходимо использовать ручной ввод.
При выборе ручного режима на дисплее отображается экран 9(Р) – ручной ввод параметров фитинга.
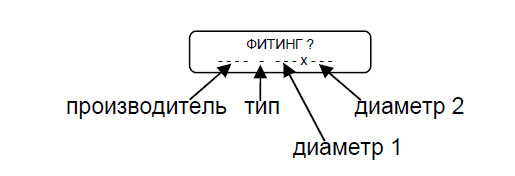
Экран 9(Р). Ручной ввод параметров фитинга.
На данном этапе вводятся три параметра фитинга: производитель, тип и диаметр.
1. Производитель. Есть возможность выбрать производителя из числа запрограммированных в аппарате семнадцати основных производителей фитингов: INNOGAZ, FRIATEC, UPONOR, GEORG FISCHER, ALDYL, SIMONA, DURAPIPE, FUSION, PLASSON, EURO STANDART и т.п.
На дисплее названия производителей представляются в сокращенном виде:
- INNO EURO PLAS SIMO
- ALDY FRIA SLP VULC
- ALPH FUSA STGW
- C.P. +GF+ RMP
- DURA GIRP UPO
В случае если нужного производителя в списке нет, необходимо выбрать пункт с прочерками «—-» и ввести название производителя вручную.
2. Тип. Тип фитинга также выбирается из числа запрограммированных в аппарат. На дисплее типы фитингов представлены символами:
↑ : седловидное ответвление
I : муфта
] : заглушка
( : отвод
Y : переход (редукционная муфта)
Т : тройник
> : оболочка RAYTRANS
п : система Flip-Flop
3. Диаметр. Значение можно выбрать из числа запрограммированных в аппарате диаметров, либо ввести вручную, выбрав значение диаметра большее 315 мм.
Переход между вводом производителя, типа и диаметра фитинга осуществляется с помощью клавиш “влево” и “вправо”, а изменение параметров – с помощью клавиш “вверх” и “вниз”. Для подтверждения введенных параметров фитинга и для перехода к вводу параметров сварочного цикла нажмите клавишу “VALID”.
Экран 10(Р). Ввод параметров сварочного цикла.
На данном этапе вводятся напряжение, подаваемое на фитинг во время сварки, и время (длительность) сварки. Значение напряжения можно выбрать из списка запрограммированных, или ввести любое другое значение, изменив одно из стандартных.
Для подтверждения введенных параметров сварки и для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 11. Информация об оставшейся свободной памяти в аппарате.
Барбара (Компакт) хранит информацию (протоколы) о параметрах проведенной сварки по каждому сварному стыку. На данном этапе аппарат определяет объем свободной памяти и предоставляет информацию, насколько еще стыков ее хватит.
Информация представленная на экране говорит о том, что в память можно еще записать данные о 975 стыках.
Экран 12. Напоминание о необходимости проведения работ по подготовке свариваемых деталей.
На данном этапе необходимо подготовить задействованную в сварке поверхность труб и при необходимости фитинга:
- проверить концы труб на отсутствие недопустимых повреждений, слишком большой овальности или кривизны;
- очистить полости труб от грунта, снега, камней и других посторонних предметов;
- обрезать концы труб под прямым углом;
- зачистить с помощью специального инструмента (ручного скребка или торцовочной оправки) свариваемые концы труб;
- обезжирить с помощью специальных салфеток свариваемые концы труб и при необходимости внутреннюю поверхность фитинга;
Для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 13. Закрепление всего соединения в позиционере.
Аппарат напоминает, что на данном этапе происходит сборка, центровка и закрепление в позиционере труб и фитинга.
Для перехода к следующему этапу нажмите клавишу “VALID”.
Экран 14. Контроль параметров и начало сварки.
Аппарат позволяет проконтролировать введенные параметры сварки (производитель, тип, диаметр фитинга, напряжение, подаваемое на фитинг и время сварки) и в случае согласия с ними начать процесс сварки.
Для перехода к сварке нажмите клавишу “VALID”.
Экран 15. Контроль сопротивления.
На данном этапе происходит контроль сопротивления закладных нагревателей фитинга и отображается температура наружного воздуха.
Экран 16. Отображение текущих параметров при сварке.
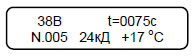
Во время процесса сварки на экране отображаются следующие параметры:
- заданное напряжение, подаваемое на фитинг;
- время, оставшееся до окончания сварки;
- номер стыка, свариваемого на этом аппарате;
- количество тепловой энергии, переданной фитингу;
- температура наружного воздуха, при котором начиналась сварка.
Для отображения текущих параметров, при которых происходит сварка, нажмите клавишу . При этом на экране отображаются реальные величины напряжения, силы тока и температуры наружного воздуха на данный текущий момент.
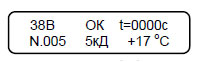
При успешном завершении сварки на экране появится надпись “ОК”.
При отмене процесса сварки с помощью клавиши “STOP”, аппарат выдает ошибку №22. В распечатку протокола также будет добавлена информация о преждевременном завершении процесса сварки.
Для перехода на следующий этап – этап остывания соединения – нажмите клавишу”VALID”.
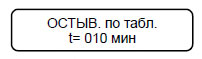
Экран 17. Остывание соединения.
На данном этапе задается нормативное время остывания соединения из данных, считанных со штрих-кода на этапе задания параметров фитинга, либо вручную.
Для завершения процедуры сварки нажмите клавишу “VALID”.
Экран 18. Выключение аппарата.
Выключите аппарат с помощью тумблера включения, переведя его в положение ВЫКЛ.

Режим распечатки и передачи данных
Аппарат сохраняет в память информацию о параметрах проведенной сварки по каждому сварному стыку. Есть возможность получения этой информации в виде распечатки на бумаге, с помощью специального принтера, или передать ее на персональный компьютер с помощью USB флеш носителя.

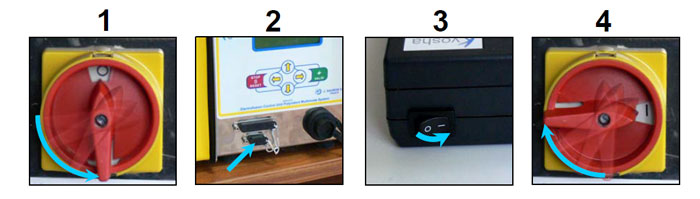
Для распечатки хранящихся в памяти аппарата данных необходимо:
- Убедиться, что аппарат выключен, то есть тумблер включения находится в положении ВЫКЛ;
- Подсоединить к последовательному порту аппарата принтер;
- Включить принтер;
- Включить аппарат, переведя тумблер включения в положение ВКЛ.
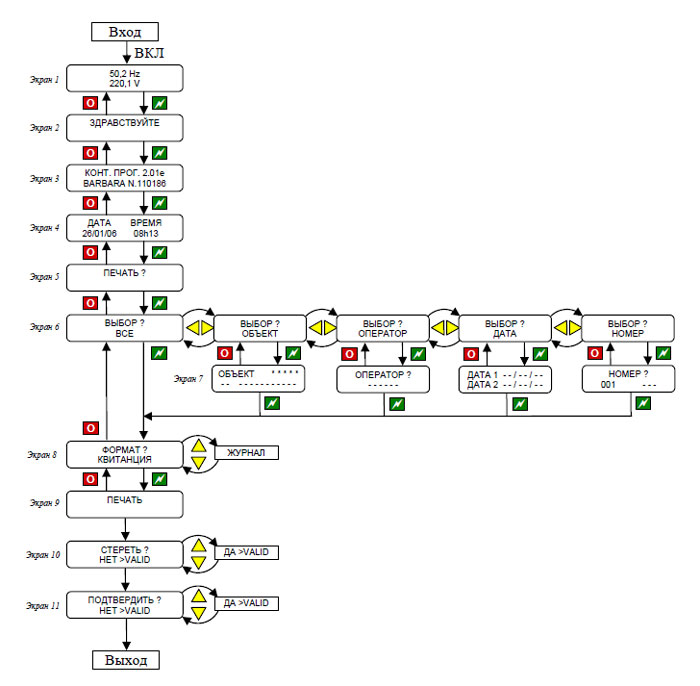
После этого аппарат, распознав подключенный принтер, переходит в режим распечатки данных, схема экранных форм которого представлена ниже.
Первые четыре экранные формы такие же, как и в основном эксплуатационном режиме РАБОТА:
- параметры напряжения источника питания;
- приветствие и выбора языка;к
- онтроль программного обеспечения аппарата и вывод на экран его версии;
- отображение / установка даты и времени.
Если не требуется изменять язык, дату или время, то нужно пропустить эти этапы, нажимая на клавишу “VALID”, и перейти к экрану 5.
Экран 5. Подтверждение печати.
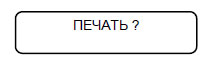
Для подтверждения печати нажмите клавишу “VALID”.
Экран 6. Выбор способа поиска нужной для печати информации.
Поиск необходимых записей по стыкам можно осуществлять по одному из четырех параметров – по объекту, по оператору, по дате, по номеру стыка в аппарате, либо выбрать для печати информацию по всем стыкам.

Для выбора способа отбора записей используйте клавиши и , для подтверждения нажмите “VALID”.
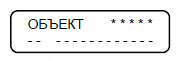
Экран 7. Ввод информации для отбора записей.
Отбор записей по объекту
Введите информацию об объекте (номер и/или название), по которому желаете распечатать данные, используя клавиши “вверх”, “вниз”, “влево” и “вправо”.<
Отбор записей по оператору
Введите идентификационную информацию оператора, данные по которому желаете распечатать.
Отбор записей по дате
Введите дату или диапазон дат, когда были сварены стыки, информацию по которым вы желаете распечатать.
Отбор записей по номеру стыка
Введите номер или диапазон номеров стыков, записи которых хранятся в аппарате, информацию по которым вы желаете распечатать.
Для подтверждения нажмите клавишу “VALID”.
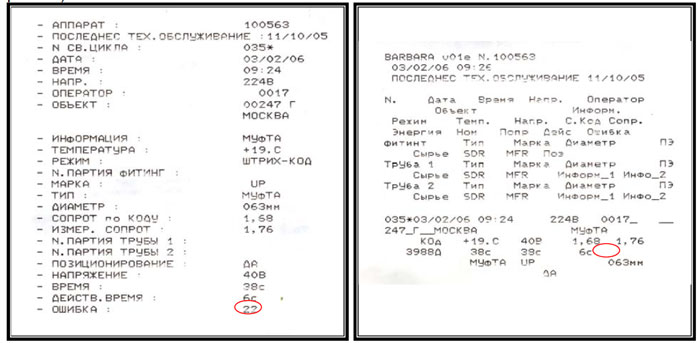
Экран 8. Выбор формы предоставления данных в распечатке.

Информация в распечатке может быть представлена в двух формах: в форме квитанции с подробной информацией по каждому стыку с описанием (слева) и в форме журнала с информацией по всем выбранным стыкам в краткой форме без подробного описания (справа).
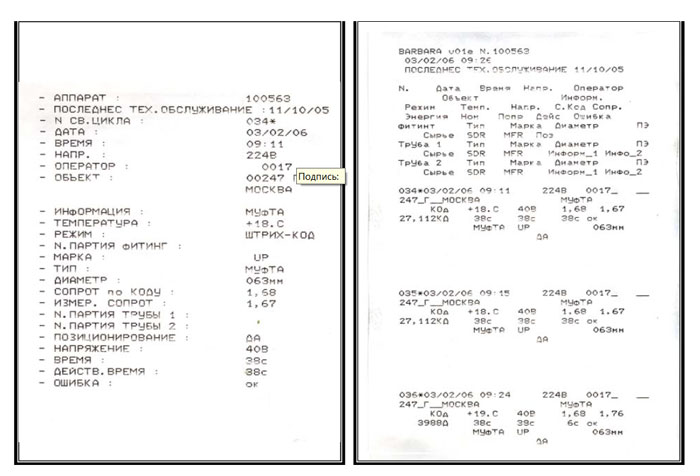
С помощью клавиш “вверх” и “вниз” выберите необходимую форму представления данных и для начала печати нажмите клавишу “VALID”.
Экран 9. Печать
Во время печати на экране отображается надпись “печать”.
Экран 10. Обнуление памяти
После окончания печати аппарат предлагает стереть все записи в памяти.
При необходимости стереть все записи в памяти следует с помощью клавиш “вверх” и “вниз” выбрать слово “ДА” и нажать клавишу “VALID”. Все записи будут безвозвратно уничтожены!
Если происходит запрос на распечатку при отсутствии в памяти информации, аппарат выдает ошибку №14.
Если во время цикла сварки произошел сбой, номер соответствующей ошибки будет отражен в распечатке. Так, например, при преждевременной остановки процесса сварки, аппарат выдает ошибку №22. В распечатку протокола будет добавлена информация о преждевременном завершении процесса сварки.
Режим передачи данных на персональный компьютер
Предназначен для передачи протоколов сварки из внутренней памяти аппарата на персональный компьютер с помощью USB флеш накопителя.
Возможна несовместимость некоторых моделей флеш накопителей с аппаратом.
Для передачи данных необходимо:
- Убедиться, что аппарат выключен, то есть тумблер включения находится в положении ВЫКЛ;
- Подсоединить к USB порту аппарата флеш накопитель;
- Включить аппарат, переведя тумблер включения в положение ВКЛ.
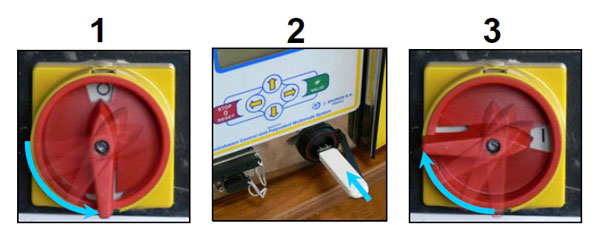
Схема экранных форм режима передачи данных.
После этого аппарат, распознав подключенный флеш накопитель (занимает несколько секунд), переходит в режим передачи данных, схема экранных форм которого представлена ниже.
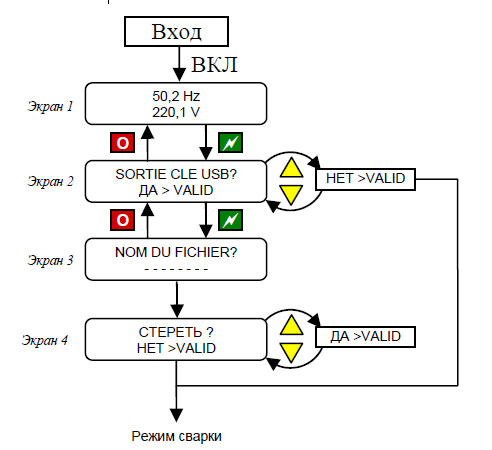
Экран 1. При включении аппарата на экране отображаются параметры напряжения источника питания – электросети или генератора.
Для перехода к следующему этапу необходимо подождать несколько секунд, в течение которых аппарат распознает подключенный флеш накопитель, и нажать клавишу “VALID”.
В случае несовместимости флеш накопителя, аппарат переходит в обычный цикл задания параметров сварки.
Экран 2. Подтверждение передачи данных
Для подтверждения передачи данных выберите “ДА” и нажмите клавишу “VALID”, для отмены передачи выберите “НЕТ”.
Экран 3. Ввод имени файла.
На данном этапе необходимо ввести имя файла, который будет записан на флеш накопитель.
Экран 4. Обнуление памяти.
После окончания передачи данных аппарат предлагает стереть все записи в памяти.
При необходимости стереть все записи в памяти следует с помощью клавиш “вверх” и “вниз” выбрать слово “ДА” и нажать клавишу “VALID”. Все записи будут безвозвратно уничтожены!
Аппарат записывает на флеш накопитель файл формата *.csv. Для просмотра этого файла следует использовать программы, поддерживающие кодировку Кириллица DOS, такие как Microsoft Excel, Блокнот, настроенные на работу с файлами DOS, либо любые текстовые редакторы, работающие под операционной системой DOS.
При работе в операционной системе Windows допустимо, что не все русскоязычные символы будут отображаться правильно.
При записи файла сварочный аппарат не стирает информацию, находящуюся на флеш накопителе.


